Broadgate Energy operates an integrated pyrolysis-based thermal decomposition platform that recovers commodity products from waste streams without combustion. The technology has been refined through more than three decades of commercial operations across the United Kingdom, Finland, and India, with new deployments now under way in the Philippines and the United States, and additional operations in development in Kenya.
The core engineering platform consists of sealed thermal decomposition reactors heated through thyristor-controlled electrical resistance elements, integrated downstream refinement systems including catalytic hydrotreating and fractional distillation, advanced gas purification through three-stage membrane separation, and Liquid Nitrogen Generator carbon capture technology. The platform produces seven commodity output streams from feedstocks that would otherwise enter landfills or conventional incineration.
The technology represents the joint engineering work of Broadgate Energy Limited and Lokus Energy, both founded by Naeem Abbas who serves as Chief Technology Officer across both organizations. Lokus Energy contributes specific innovations including the three-stage membrane methane purification system, the Liquid Nitrogen Generator carbon capture process, and the carbon-hydrogen molecular separation techniques that enable green hydrogen production in next-generation systems.
Core Technology Philosophy
The Broadgate technology platform is grounded in three engineering principles that distinguish circular economy infrastructure from traditional waste disposal.
First Principle: Decomposition Without Combustion
Thermal decomposition proceeds through controlled molecular breakdown rather than combustion. This is achieved by operating the reactor in a sealed, oxygen-free environment where combustion is chemically impossible. Heat is applied externally through electrical resistance elements rather than generated through burning the waste itself. This fundamental design choice determines every other characteristic of the technology platform.
Second Principle: Resource Recovery Through Refinement
Waste materials are not merely neutralized. They are converted into commodity products with established commercial markets. The platform integrates downstream catalytic refinement, fractional distillation, and gas purification systems that separate the thermal decomposition outputs into distinct product streams suitable for industrial use. This is infrastructure-grade resource recovery, not end-of-pipe waste treatment.
Third Principle: Closed Loop Carbon Management
Carbon dioxide produced during thermal decomposition is captured and converted to commercially useful forms rather than released to atmosphere. The Liquid Nitrogen Generator technology converts captured CO2 into solid form for industrial applications including beverage carbonation, algae production feedstock, and aggregate manufacturing. The carbon pathway is closed within the operational system.
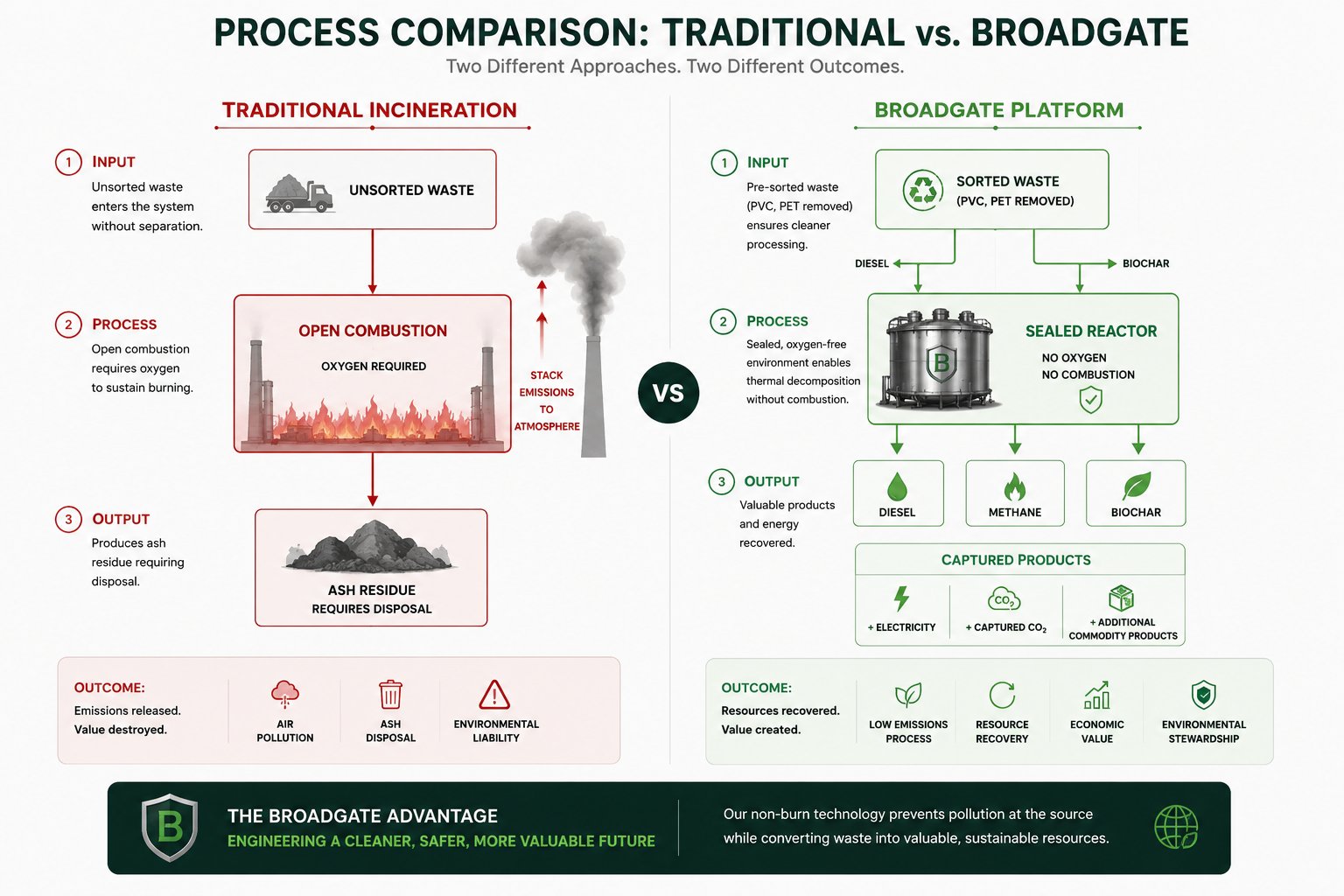
How Broadgate Differs From Traditional Incineration
Both traditional mass-burn incineration and Broadgate thermal decomposition apply heat to waste materials. The critical engineering differences operate across six dimensions that determine measurably different operational and environmental outcomes.
Engineering Dimension
Traditional Incineration
Broadgate Platform
Reactor Design
Open combustion chambers
Sealed pressure vessels
Oxygen Environment
Oxygen present (required for combustion)
Zero oxygen (combustion impossible)
Heating Mechanism
Heat from waste combustion
External electrical resistance elements
Feedstock Controls
Unsorted waste accepted
PVC, PET, glass, metals removed
Emissions Architecture
Stack release to atmosphere
Capture and product refinement
Carbon Management
CO2 released to atmosphere
100% CO2 captured and converted
The engineering distinctions produce measurable operational consequences including pathogen destruction exceeding 99.999 percent, dioxin emissions operating well below the 0.1 ng/Nm³ international limit, methane purity at 97 to 99 percent, and emissions performance meeting or exceeding the EU Waste Incineration Directive, Best Available Techniques framework, and Industrial Emission Directive.
Process Comparison: Traditional vs. Broadgate
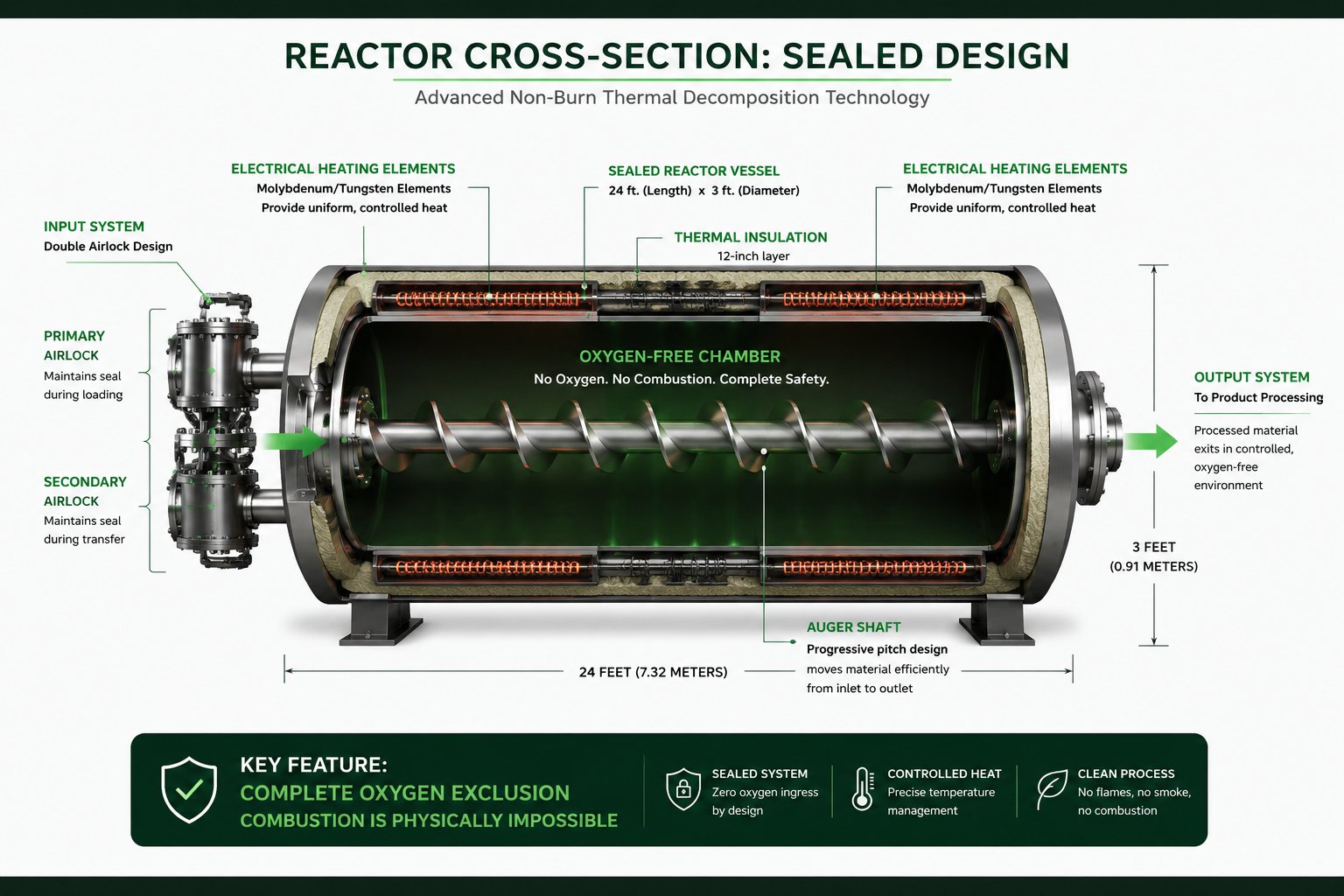
Reactor Architecture
Principal Specifications
Overall Length
24 feet
Overall Diameter
3 feet
Reactor Material
Stainless steel alloys S310 and C22
Internal Auger Shaft
12-inch solid shaft with spiral blades
Blade Pitch Range
550mm inlet to 350mm outlet (progressive reduction)
Material Density Target
850 kilograms per cubic meter
Operating Temperature Range
850°C primary decomposition, 1,150°C secondary gas treatment
Heating Elements
Molybdenum and tungsten under thyristor control
Thermal Insulation
12 inches high-temperature refractory ceramic
Entry System
Double airlock with conveyor and progressive compression
The reactor operates at 850°C for primary decomposition with secondary gas treatment at 1,150°C, the temperature profile specified for hospital infectious waste applications. There is no flame anywhere in the system. There is no oxygen anywhere in the reactor chamber during operation. The sealed design with external heating elements represents a fundamentally different architecture from open combustion furnaces.
Reactor Cross-Section Architecture
Process Flow
The complete operational sequence integrates eight distinct engineering stages, each designed for specific outputs and refinement quality.
Process Flow Animation
Waste Reception and Documentation
Accredited transporter delivery to a fully closed reception hall with chain-of-custody documentation, weighing, and compliance recording. Hospital infectious waste arrives in sealed containers separate from municipal solid waste streams.
Feedstock Preparation
Particle size reduction to below 25 millimeters with controlled moisture content between 10 and 15 percent. PVC and PET plastics, glass, and metals removed before processing.
Sealed Feeding
Double airlock feeding system with conveyor, auger shaft, and progressive blade pitch compression achieving target density and air exclusion before reactor entry.
Thermal Decomposition
Controlled heating through thyristor-managed electrical resistance elements raises reactor temperature to operating range. Thermal decomposition proceeds at the molecular level in the complete absence of oxygen. Different waste materials require different residence times and temperatures, with the electrical furnace providing full operational control.
Gas Cooling and Carbon Recovery
Resulting gases and vapors pass through twin centrifugal cyclones that separate carbon particles from the gas stream. Cyclone sizing optimized for carbon residue removal.
Hydrotreating and Catalytic Refinement
Cleaned gases enter a hydrotreating unit with four catalytic reactors (34 feet by 5 feet each) containing platinum, palladium, nickel, copper, and Zeolite ZSM5 catalysts. The hydrocracking stage breaks longer hydrocarbon chains into shorter, more useful molecules. Steam injection supports the cracking process.
Condensation and Fractional Distillation
Gases and oil vapors pass through heat exchangers with cooling towers that condense the gases into liquid oil. Remaining vapors enter fractional distillation columns equipped with bubble cap collection trays that separate different grades of oil and direct each grade to dedicated storage tanks.
Gas Purification and Carbon Capture
Non-condensable gases enter a three-stage membrane separation system that produces 97 to 99 percent pure methane equivalent to natural gas. The carbon dioxide removed from the gas stream is captured through Liquid Nitrogen Generator technology and stored in solid form for industrial reuse.
Product Outputs and Commercial Pathway
The Broadgate platform produces seven distinct commodity output streams from waste feedstocks. Each product has established industrial applications and commercial markets.
Renewable Pyrolysis Diesel
Amber-colored liquid fuel produced through thermal decomposition and refined through fractional distillation into multiple grades suitable for industrial heating, marine applications, mining and agricultural machinery, and commercial blending.
Purified Methane
Pipeline-quality methane at 97 to 99 percent purity, equivalent to natural gas. Suitable for transportation fuel, industrial heating, electrical generation through Organic Rankine Cycle technology, or grid injection.
Captured Carbon Dioxide
CO2 captured from gas stream and converted to solid form through Liquid Nitrogen Generator technology. Industrial applications include beverage carbonation, algae production feedstock, and aggregate manufacturing.
Biochar and Carbon Residue
Solid carbon residue with applications in agricultural soil enhancement, water filtration, and industrial processes. Permanent carbon sequestration when applied to soil contributes to verified carbon credit generation.
Bitumen
Heavy hydrocarbon residue suitable for road construction, waterproofing, and industrial adhesive applications. Particularly valuable for Philippine infrastructure development.
Electricity
Clean electrical power generated through Organic Rankine Cycle technology using purified methane and process heat. A 6 tons-per-day facility produces approximately 250 kilowatts of continuous power.
Verified Carbon Credits
Carbon offset credits generated through emissions avoidance and direct sequestration. Verification by Cula Technologies (Germany) and Green Feet (United Kingdom).
Future Products
The underlying platform supports future production of green hydrogen, sustainable aviation fuel, methanol, ethanol, and other refined hydrocarbons as next-generation systems integrate additional refinement capabilities.
Emissions and Compliance Philosophy
Broadgate operations approach emissions management through prevention by design rather than remediation by treatment. The fundamental engineering choices that distinguish the platform from traditional incineration also determine the emissions profile.
Prevention at Source
PVC and PET plastics are excluded from feedstock to prevent the chemical conditions that produce dioxins and furans. Glass and metals are removed for separate recycling streams. By preventing problematic materials from entering the reactor, Broadgate eliminates the source of compounds that would otherwise require complex flue gas treatment.
Closed System Operation
The sealed reactor design and integrated capture systems prevent atmospheric release of process gases and vapors. Outputs are captured and refined into commodity products rather than released and filtered.
Carbon Capture Integration
Liquid Nitrogen Generator technology captures process CO2 and converts it to solid form for industrial reuse. This is integrated into core operations rather than added as end-of-pipe treatment.
Phased Emissions Performance
From day one of operations, each Broadgate facility operates well below all applicable UK and EU emission limits including the Waste Incineration Directive, Best Available Techniques framework, and Industrial Emission Directive. After the first twelve months of successful operations, each facility is engineered to install an enhanced carbon dioxide capture and utilisation unit that combines captured CO2 with hydrogen from electrolyzers in the presence of nickel catalyst to produce additional liquid fuel through methanation, advancing the platform toward zero atmospheric release.
Regulatory Framework Compliance
EU Waste Incineration Directive (WID)
EU Best Available Techniques (BAT)
EU Industrial Emission Directive (IED)
ISO 9001 Quality Management
ISO 14001 Environmental Management
Philippine DOH Health Care Waste Manual
Philippine DENR Administrative Order 2013-22
Philippine Memorandum Circular 2002-05
Carbon Capture Pathway
Process CO2 Capture
Carbon dioxide produced during thermal decomposition is separated from the methane stream through three-stage membrane separation. The captured CO2 enters the Liquid Nitrogen Generator system that converts it to solid form through cryogenic processing. The solid carbon is then available as industrial feedstock for multiple applications.
Permanent Sequestration Through Biochar
Biochar produced through thermal decomposition represents permanent carbon sequestration when applied to agricultural soil. The carbon contained in biochar remains stable in soil for centuries, providing measurable carbon storage that qualifies for verified carbon credit generation under international protocols.
Enhanced Capture Through Methanation
After the first twelve months of operations, each facility is engineered to install a methanation unit that combines captured CO2 with hydrogen from electrolyzers in the presence of nickel catalyst. This reaction produces additional liquid fuel while consuming captured CO2, advancing the closed-loop carbon management approach.
Verification and Certification
Carbon credit generation is verified by independent third parties. Cula Technologies (Germany) provides verification for biochar carbon sequestration. Green Feet (United Kingdom) provides verification for circular economy operations. The verified credits support international carbon market sales and Philippine Net Zero framework contributions.
Global Operational Background
Operating Countries
Broadgate Energy has operated commercially since 1989 with proven facilities across three operating countries:
United Kingdom: Multiple plants operating since 1989 across various scales and waste applications. The newest UK facility launches in 2026 in Hull, Yorkshire.
Finland: Plants in Nivala and Helsinki, both municipally owned and operating commercially within the Finnish regulatory framework.
India: Coimbatore facility operating within the Indian regulatory framework.
New Country Deployments
In May 2026, at the Hull meeting in Yorkshire, Broadgate publicly announced new country deployments in the Philippines and the United States, with operations in Kenya in development. The Philippines pilot facilities launch in 2026 alongside the Hull UK plant. United States operations are in development with Kenya operations following.
Insurance and Risk Coverage
Each Broadgate facility carries 2 million GBP Professional Indemnity Insurance from Rokstone Underwriting, regulated by the UK Financial Conduct Authority (Registration 306080). This coverage signals the institutional confidence underwriters have in the operational track record across decades of operations.
Transparency and Engagement
Broadgate Energy Philippines welcomes substantive engagement from regulators, environmental organizations, academic institutions, healthcare stakeholders, investors, and local communities regarding our technology, emissions performance, operational standards, and development pathway.
We approach the perception of waste-to-energy technologies in the Philippines with appropriate seriousness. Environmental concerns raised in response to past landfill failures and traditional incineration are legitimate. The engineering distinctions explained on this page exist precisely because Broadgate Energy was designed to address these concerns through fundamentally different technology architecture.
Substantive technical inquiries receive substantive technical responses. Regulatory compliance documentation is available upon request. Operational data from the pilot facilities will be published transparently as operations come online. Community engagement protocols are integral to facility deployment rather than secondary to it.
Our approach reflects a straightforward institutional position. We share the underlying concerns about Philippine waste management. We propose specific engineering responses to those concerns. We welcome scrutiny of those responses. We expect operational performance to validate the technology distinctions documented on this page.
Technical Inquiries Welcome
We respond personally to substantive technical inquiries from regulators, investors, researchers, media, and institutional partners.